

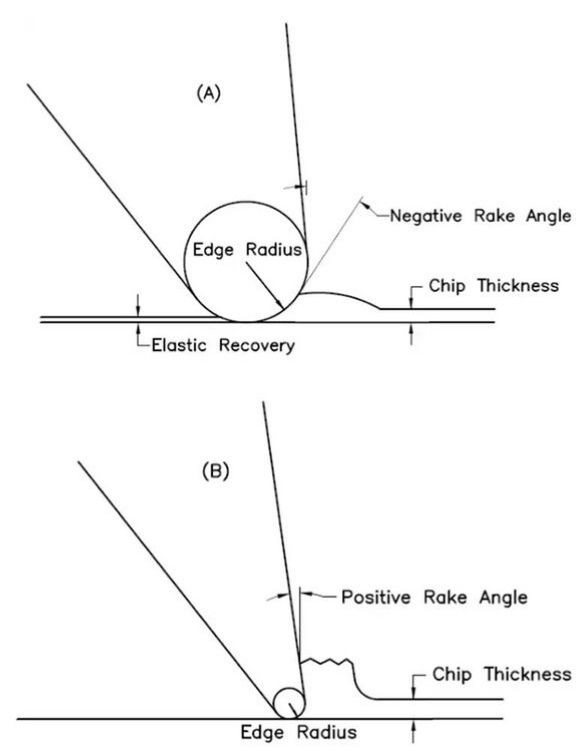
it's all about chip formation and appropriate cutting wedge, moreover, the photo shows a big honed or rounded cutting wedge (CVD coated or not ground insert) could overshadow finishing operation so based on machining requirement we would define which cutting wedge is the right choose photo by Harvey TOOL. the photo shows end mill cutting [...]
Read more

As a machine shop owner or machinist, When you pay for Manpower charges, health care, insurance, power, plant charges and lots of things, it means time is worth more than gold, therefore, making more parts in any working shifts should be our initial target.
All in all, do not put a Tooling charge in perspective and use cheap cutting tools for decreasing cost per part because you will lose your money or time with low cutting parameters, tool change costs, down time cost, not trustable machining process and not uniform quality.

Be sure that which you have 100% of your holder. When we buy a cheap holder, use a long extension, do not change an accessory periodically, do not clean an insert seat or a gripper faces, use a weak holder connection, use not engineered holder design and do not use torque meter screw driver or [...]
Read more

{kind=link}
{kind=link}
{kind=link}
{kind=link}
There is a simple rule for defining types of insert or holder cutting direction.
Most of insert’s which we are using are natural such as DNMG or CNMG, in the other hand, when you use G tolerance insert with ground chip breaker, insert with basic chipbreaker or full edge PCD&CBN inserts we have to be able realize cutting direction, so, please follow the instruction.
Put your left or right hand on the cutting edge in that way which your finger points corner radius and thumb be in cutting direction.
Which hand is matched with this rule, it’s defines your type of insert or holder cutting directio.